Dr. Victor Hiram Vazquez Lasso
Resumen Industrial
Un diseño apropiado puede hacer la diferencia entre un componente económicamente exitoso y otro que falle rotundamente. Aunque no hay un substituto para la asesoría con detallada con su proveedor de forjas, aquí hay unas guías prácticas sobre el diseño de forjas.
ConsideracionesLos métodos principales para formar acero por procesos de trabajo en caliente son forja en martillos, forja en prensas, laminado y extrusión. El trabajo llevado a cabo por los dos primeros métodos se llama forja. La forja involucra el formado de partes calientes a través de deformación plástica, generalmente con los golpes de un martillo de potencia o una prensa. En el proceso, la estructura de grano se altera y se refina y se mejoran las propiedades mecánicas del material. Aparte de las operaciones de flujo de metal en caliente, el proveedor de forjas puede realizar operaciones adicionales de formado en frío. El doblado, la torsión y el acuñado son operaciones típicas para los componentes forjados en caliente.
Las forjas comerciales pueden ser tratadas térmicamente y su superficie puede ser tratada químicamente por el proveedor. La operación de la forja típicamente es seguida de una serie de operaciones de mecanizado.
El control de la estructura de grano es uno de los beneficios que distingue al proceso de forjado. Con un diseño apropiado es posible alinear la orientación de los granos con la dirección de los esfuerzos principales que ocurrirán cuando la parte sea cargada en el servicio. Para el ciclo de vida de los componentes forjados en al construcción de vehículos, el límite de fatigsa es de importancia crítica.
Las impresiones de las cavidades se realizan con inclinaciones de manera que las forjas puedan ser removidas de los dados. Esta inclinación, llamada ángulo de salida, también promueve el flujo en cavidades profundas.
Forma y economía.
Al darle forma a un componente de ingeniería, la solución óptima es aquella que garantiza un funcionamiento sin fallas en el servicio y también hace posible una fabricación económica. El estado del arte actual ofrece al diseñador una multitud de opciones. La viabilidad económica debe ser el punto focal de todas las consideraciones, porque el costo total de la parte terminada es crítico.
Con esto en perspectiva, se deben seguir una serie de reglas cuando se diseñan componentes forjados. La elección del proceso de forjado está restringido a que la manufactura sea rentable para la cantidad de partes requeridas y a la adaptación de la forma de la forja a los contornos de la instalación del componente listo para ensamble.
La elección entre los variados tipos de procesos de forjado está acotada por el tamaño del componente, las cantidades a producir y la forma del componente. Las siguientes recomendaciones aplican generalmente:
- Para el caso en el que sea necesario cumplir con una orden de compra de piezas únicas, prototipos, o un número pequeño de piezas idénticas que solo pueden ser fabricadas por medio de una gran cantidad de mecanizado de barras o lingotes sólidos, entonces la forja abierta puede ser más económica. La forja abierta también es la elección más adecuada cuando las forjas son muy grandes o cuando los tiempos de entrega son cortos. Las forjas abiertas se producen con la ayuda de herramentales simples y solo se acercan burdamente a la forma final.
- Cuando las formas se vuelven más complejas y las cantidades a producir aumentan, la forja cerrada es el proceso a elegir, siempre y cuando el tamaño no exceda las capacidades del proceso de forja cerrada. Los componentes tienen una forma más cercana a la forma final de la pieza terminada. Se requiere una inversión mayor en herramentales que con el proceso de forja abierta. Para encontrar una solución económicamente aceptable para fabricar forjas cerradas, se tienen que considerar una serie de variables del proceso que en ocasiones se contraponen diametralmente. Entre estas variables están por ejemplo, exactitud
(tolerancia) requerida, material elegido, costo de manufactura, costo de herramental y procesamiento subsecuente, adicional a la cantidad requerida.
Cuando se selecciona el proceso de forja cerrada se pueden considerar procesos en frío, tibio y caliente. La Tabla 1 da un panorama amplio de las recomendaciones para elegir entre los tres procesos. Observe que la forja en frío y tibio se pueden utilizar en combinación.
Tabla 1. Preselección de proceso de forja cerrada para aceros 1 Excluyendo los costos de automatización 2 A menudo en combinación con el formado en frío [3]
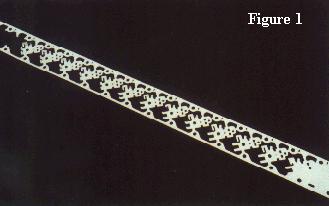
1 Excluyendo los costos de automatización 2 A menudo en combinación con el formado en frío [3]Cuando se elige la forja cerrada en caliente hay cuatro opciones disponibles; Forjas burdas (previas), forjas terminadas, forjas casi netas y forjas netas. Estas se ilustran en la Figura 1.
 Figura 1: a)Forja burda, b)forja terminada, c) forja casi neta y d) forja neta [3]
Figura 1: a)Forja burda, b)forja terminada, c) forja casi neta y d) forja neta [3]Las forjas burdas son generalmente forjadas en un dado de una sola cavidad con generosos sobre materiales para maquinado. Este proceso es adecuado para cantidades de producción moderadas. Una regla de dedo es dejar al menos un excedente para mecanizado final de 5mm de espesor por cada 300mm de longitud para las forjas de acero. Para el aluminio el excedente puede ser menor, y debe ser entre 25% a 50% más para aleaciones de alta temperatura.
Las forjas terminadas son adecuadas para cantidades de producción mayores. Estas se fabrican con mucho menor excedente que las forjas burdas. Las guías típicas de la FIA son 1.25 a 2.5mm más el ángulo de salida, que varía de 3° a 7°.
Las forjas casi netas se forjan lo más cercanas posibles a las dimensiones requeridas de la parte terminada de manera que las superficies requieran poco o casi nada de mecanizado. Son similares a las forjas terminadas excepto que están más cercanas a las dimensiones finales.
 Figura 2: Las cantidades del lote de producción pueden afectar la economía de la forja casi neta Diseño para el flujo de material y la distribución de herramentales [2]
Figura 2: Las cantidades del lote de producción pueden afectar la economía de la forja casi neta Diseño para el flujo de material y la distribución de herramentales [2]
Las forjas con formas netas, a menudo se llaman forjas de precisión, se forjan en uno o más lados a la forma neta requerida de manera que no se requiere mecanizado en por lo menos uno de los lados. Por ejemplo, las formas de dientes en engranes de hasta 125mm de diámetro se están forjando en tolerancias de ±0.10mm, lo cual es a menudo suficiente para eliminar las operaciones de corte de engrane o para permitir el rectificado final. El agujero y la cara posterior todavía se terminan por mecanizado.
En algunos casos, los factores de producto dominan la elección del proceso de forjado. Por ejemplo:
- Aumentar la precisión del producto forjado tiende a aumentar el costo de las operaciones de forjado y usualmente reduce el costo del mecanizado final. Al aumentar las cantidades de producción la reducción en el costo de mecanizado es factor fuerte para compensar los mayores costos de herramental y procesamiento.
- Un material muy caro que es difícil de mecanizar sugerirá un proceso libre de generación de virutas y puede que sea mejor forjar cantidades pequeñas de producción cerca de la forma neta. Si el material es barato y con buena maquinabilidad entonces para cantidades pequeñas la forja abierta sería el proceso de elección.
- Anillos medianos o pequeños se pueden hacer ya sea por forja abierta o por laminado de anillos. Las cantidades de producción dominan la selección del proceso. Forja abierta es adecuada para cantidades pequeñas, el laminado de anillos es más adecuado cuando aumentan las cantidades.- Los componentes que tienen características que se construyen con sólidos de revolución (simetría axial) como las flechas estriadas pueden ser candidatas para la forja fría, tibia o caliente dependiendo de la complejidad y tamaño.
La Figura 2, muestra esquemáticamente como el costo total de la parte terminada como función de la cantidad requerida se reduce aunque el costo de la parte en bruto aumenta debido a que hay un mejor ajuste entre la parte forjada y el producto terminado.
La consideración principal es disminuir la resistencia a la deformación evitando las orillas filosas, cambios abruptos en la sección transversal, costillas y patines (material entre costillas) muy delgados (corresponden a cavidades angostas y profundas en el dado), por lo tanto disminuir la probabilidad de defectos de forja (grietas y pliegues). Las bases y las paredes deben de ser lo suficientemente gruesas para evitar el enfriamiento muy rápido. La correspondencia entre la barra inicial o preforma y la forja final debe ser lo más cercana posible para asegurar un flujo de grano deseable en el producto final. Las guías para el espesor de pared mínimo, radios adecuados y ángulos de salida para remover con
facilidad la forja del dado se presentan en la Tabla 2. Las consideraciones del ángulo de salida deseable y el radio de transición nos llevan a una forma de sección transversal recomendada para facilitar el flujo de material como se muestra en al Figura 3.



 Tabla 2: Valores típicos para ángulos de salida, radios de transición, espesor mínimo de pared para partes forjadas de acero, aleaciones ligeras, cobre y aleaciones de cobre. [1]
Tabla 2: Valores típicos para ángulos de salida, radios de transición, espesor mínimo de pared para partes forjadas de acero, aleaciones ligeras, cobre y aleaciones de cobre. [1]
 Figura 3. Secciones transversales de las partes forjadas en dado para condiciones óptimas de flujo de material y condiciones en el dado. [1]
Figura 3. Secciones transversales de las partes forjadas en dado para condiciones óptimas de flujo de material y condiciones en el dado. [1]La forma de seleccionar la línea de partición está influenciada en las siguientes variables.
• El proceso de forja y el tipo y tamaño de la máquina;
• El número, tamaño y costo de los herramentales de formado
• Los ángulos laterales de la parte forjada
• Chaflanes y redondeos de las orillas
• La masa del componente forjado
En la forja cerrada, la pieza de trabajo debe dividirse entre al menos dos herramientas (dados). La posición correcta de la línea de partición es extremadamente importante y requiere experiencia, especialmente para partes con geometría compleja. Se tienen que cumplir cuatro reglas básicas.
1. La línea de partición (línea de rebaba) debe dividir la forja – si es posible en todas sus secciones- en dos partes de igual profundidad. El requerimiento de material para un ángulo de salida dado se minimiza. La rebaba no debe de ponerse en la orilla de la forja, debido a que esto aumenta las dificultades durante el recorte y hace que sea más difícil corregir el alineamiento.
2. La línea de partición se debe de localizar en un plano siempre que esto sea posible. Este corresponde a la altura más pequeña del bloque del dado y facilita el mecanizado tanto de las superficies internas como externas.
3. La línea de partición (línea de rebaba) debe posicionarse de manera que facilite el flujo de material y reduzca en lo posible los defectos de forjado. A este respecto, una línea de partición con quiebres puede ser más adecuada que una
plana, como es el caso de secciones en forma de U y ángulos. Para forjas donde se deben de perforar rebabas internas y externas siempre es preferible una línea de partición con quiebres. Donde existe una línea de partición con quiebres como para una forja que no sea sólido de revolución, las componentes de deformación
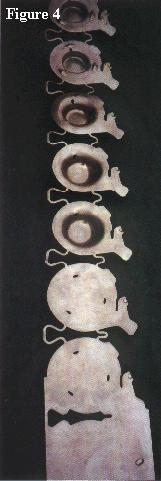
intentan empujar las partes diferentes de los dados hacia lados opuestos. Para prevenir esto, la estampa se debe de cortar en el bloque del dado de manera que la línea de partición termina a la misma altura y en el mismo plano que el plano de forjado perpendicular a la dirección de deformación. Donde sea necesario, el ángulo de salida debe tomar en cuenta diferencias locales de pendiente entre la línea de partición y el plano de forjado (Figura 4). La compensación de la fuerza también se puede lograr al proveer una cavidad de retención o forjando en pares de manera que la simetría permita equilibrar las fuerzas.
4. Una línea de partición (línea de rebaba) debe posicionarse para facilitar la sujeción del material durante el mecanizado subsecuente. Las superficies que se van a mecanizar y aquellas que se usan para la sujeción así como las superficies protuberantes no deben de estar en los lados con pendientes y se deben de mantener libres de rebaba siempre que sea posible.
Tomando en cuenta todas las variables importantes que influencian un buen diseño de forja, la línea de partición siempre debe ser elegida con la cooperación de un especialista en forja con experiencia en diseño. Frecuentemente es posible modificar lo que originalmente era una línea de partición desplazada en un plano de partición nivelado a través de cambios menores en el diseño. (Ver Figura 5-b2 y 5-c2.) En ciertas ocasiones se ha probado que es ventajoso forjar con un plano de partición desplazado y para doblar ciertas partes del componente a la forma
deseada, esto es comúnmente realizado con un brazo de control de un automóvil, como se muestra esquemáticamente en la Figura 6.


 Figura 5: Posibilidades de línea de partición: (a) nivelada, (b1) doblez simétrico, (b2) doblez nivelado simétricamente, (c1) doblez no simétrico, (c2) nivelado, parte con doblez no simétrica. [2]
Figura 5: Posibilidades de línea de partición: (a) nivelada, (b1) doblez simétrico, (b2) doblez nivelado simétricamente, (c1) doblez no simétrico, (c2) nivelado, parte con doblez no simétrica. [2]
Figura 6: Partición de los dados para brazos de control automotrices: (a) plano horizontal de partición, (b1) plano de partición doblado; (b2) componente forjado después de doblar la palanca. [2]
Diseño para mecanizadoLos excedentes para mecanizado dependen menos del acabado superficial del dado de forja que la decarburización de la superficie y las fisuras superficiales (en el caso de materiales difíciles de forjar). Con el acero se recomienda dejar un excedente mínimo de 1,5mm. Con forjas largas, los muñones circulares y las levas se forjan ovaladas a menudo para compensar la contracción. La superficies más adecuadas para localizar y sujetar la forja durante la primera operación de mecanizado son aquellas donde los dados están menos sujetos al desgaste y a la deformación permanente. Las superficies a taladrarse deben de ser perpendiculares a la dirección de taladrado.
El diseño de herramentales, ya sea para el uso en una prensa o en un martillo es una ciencia muy especializada basada en tanto en experiencia práctica y conocimiento diligente de la tecnología aplicable. El pensamiento de diseño es variado e independiente debido a que muchos factores influencian las decisiones. Factores típicos incluyen:
• Cantidad de componentes requerida
• Grado del material a forjar
• Forma (complejidad) de la parte a ser forjada;
• Tipo de maquinaria disponible en la planta;
• Experiencia en el taller particular.
Jornadas de producción grandes permiten mejor diseño para reducir costos de producción a través de ahorrar material o tiempo de forjado. Materiales difíciles de forjar, tales como el acero inoxidable y las aleaciones de alta temperatura pueden requerir operaciones de forjado adicionales para producir una parte específica.
Con respecto al aseguramiento de calidad los siguientes requerimientos no deben pasarse por alto.
• Planeación de la calidad
• Vigilancia de la calidad
• Documentación de la calidad
 Figura 7: Diseño de partes de forja para facilitar el mecanizado. (a) diseño de agujeros, (b) sujeción de partes delgadas, (c) centrado de proyección en lapalanca doblada, (d) diseño para facilitar taladrado. [1]
Figura 7: Diseño de partes de forja para facilitar el mecanizado. (a) diseño de agujeros, (b) sujeción de partes delgadas, (c) centrado de proyección en lapalanca doblada, (d) diseño para facilitar taladrado. [1]Las forjas ofrecen muchas ventajas sobre las partes producidas por otros procesos: mejor relación resistencia peso, integridad interna, propiedades direccionales mejoradas y una amplia selección de materiales. Los factores de la tabla 3 deben tomarse en cuenta en el diseño de forjas cerradas: flujo de material, diseño de herramienta, exactitud dimensional y facilidad para el mecanizado subsecuente.
Tabla 3: Lista de verificación para conferencias sobre el diseño de forjas [3]La información siguiente debe ser intercambiada entre el comprador y el forjador durante las conferencias previas al diseño final y especificación de la parte forjada. Esta información es clave para identificar las formas de mejorar el desempeño de la parte y reducir los costos.
IdentificaciónNombre del componenteNúmero del dibujoNúmero de parteNombre de la compañía y direcciónNombre de la persona iniciando el requerimiento u ordenUso final
Dibujos de Ingeniería – Dibujo de la forja y dibujos de mecanizadoNombre del componenteNúmero del dibujoPosición de los puntos de localización o mamelones desujeción para operaciones de mecanizado subsecuentesSuperficies a maquinar y excedente de materialdeseable para el acabadoTipo de operación de acabado a usarLocalización y naturaleza de los números de parte,marcas registradas y códigos de rastreabilidad (númerosy letras en bajo y alto relieve)Identificación del estatus de revisión del dibujoLocalización de la probeta de ensayo o prolongación,análisis y número de especificaciónTratamiento térmico (si es requerido)Cantidad y peso de la parteCantidad total de piezas/peso requeridas (en partes)para las ordenes inicialesNumero de partes por liberación (si está sujeto aliberación)Estimado de requerimientos anualesLimitaciones en la aplicación de tolerancias para lascantidades solicitadas.Itinerario de entregasFecha inicial de entrega y número de partesItinerario subsecuente (requerimientos diarios,semanales, mensuales o anuales)Fecha en la que se debe de completar la ordenMecanizado y opcionesEspecificar si la entrega es: tal como es forjada, forjaday granallada, con mecanizado de desbaste o conmecanizado de acabado y lista para instalarseEspecificar requerimientos de sub-ensamble.Datos de servicioEsfuerzo máximo de diseñoDescripción del esfuerzo en el servicio (impacto, cíclico,cargas o presiones)Naturaleza del desgaste y abrasión que se encontrará elcomponenteAmbiente de operación (agentes corrosivos,temperaturas de servicio máximas)Condiciones de la superficieSuperficies a mecanizarse marcadas en los dibujosNaturaleza del acabado (pulido, cromado, pintado, otros)Verificar si es necesaria una cotización alterna queincluya mecanizado y otras operaciones.Composición de material y calidadMetal por nombre, composición y especificaciónMateriales alternos permitidosPropiedadesEspecificación y norma que aplica (requerimientosadicionales y excepciones)Resistencia a la tensión mínimaDureza (lugares para máximo y mínimo especificado)Otras propiedades aplicablesTratamiento térmicoNaturaleza del tratamiento térmicoNiveles de propiedades requeridosSistema de identificación del tratamientoCódigo de coladaTolerancias dimensionalesGuías de tolerancias FIA, DIN, etc.Dimensiones críticas donde se aplican toleranciasespeciales.Requerimientos de inspección especialesMétodos de inspección requeridos (líquidos penetrantes,partículas magnéticas, ultrasonido)Inspección de recibo del cliente (completa, 100%,estadística: nivel de calidad promedio u otro)Inspección por agencia del gobiernoMuestras requeridas para la inspección de primera piezaEnvíoEspecificaciones especiales de embalajeTipo y nombre de transportista preferidoRastreabilidadCódigo de loteIdentificación de herramientaCódigo de coladaCódigo de lote de tratamiento térmicoEnsayo e inspecciónReferencias[1] Lange, K. 1985 Handbook of Metal Forming, Mc GrawHill,
[2] Jeine, H. J, 1996, Design Considerations for Impresión Die Forgings, 1991
[3] 1995, Product Design Guide for Forging, FIA
 Figura 1: En el doblado giratorio, el balancín sujeta el blanco y sobredobla la lámina para compensar el springback (Figura cortesía de Anchor Danly).
Figura 1: En el doblado giratorio, el balancín sujeta el blanco y sobredobla la lámina para compensar el springback (Figura cortesía de Anchor Danly). Figura 2: El esfuerzo efectivo del doblado giratorio se muestra aquí en la posición de sobredoblado (se utilizó el software DEFORM TM -2D para las simulaciones).
Figura 2: El esfuerzo efectivo del doblado giratorio se muestra aquí en la posición de sobredoblado (se utilizó el software DEFORM TM -2D para las simulaciones).